
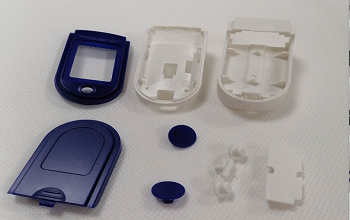
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
浇口区出现了冷料斑该怎么解决?
注塑塑料外壳的时候,在浇口区有时也会出现冷料斑,这是怎么产生的,又该怎么解决呢?

冷料斑产生的原因
冷料斑主要是指塑料外壳进浇口处带有雾色或亮色的斑纹,或从浇口发出的貌似蚯蚓贴在上面的弯曲疤痕,它们由进入型腔的塑料前锋或因过分的保压作用而后来挤进型腔的冷料造成,前锋料因为射咀或流道的冷却作用卸掉部分热量,在进入型腔前部分被冷却固化,当通过狭窄的浇口然后扩张注入型腔时,形成熔体破裂,紧接着又被后来的热熔料补充,于是就成了冷料斑。
解决办法:
1.冷料井要设计好。还要考虑浇口上的形式、大小和位置,防止塑料的冷却速度悬殊过大。
2. 模具排气通畅。气体的干扰会使浇口附近出现混浊性的斑纹。
3. 提高模温。降低注射速度,增大注射压力,减低保压与注射时间,减低保压压力。
4. 射嘴中心度要调好,射咀与模具入料上的配合尺寸要设计好,防止漏料或形成有冷料被带入型腔。
5. 塑料要充分干燥。少用润滑剂,防止粉料被污染。
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑料外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



