
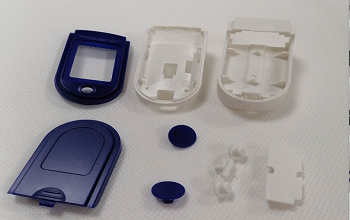
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
如何从注塑机的机台设置来减少顶针断裂?
在塑胶注塑过程中,顶针(顶杆)也有很重要的的作用:塑胶产品经成型、冷却之后,顶针将产品从模具内顶出,在整个顶出过程中会受到压缩力的影响,需要有足够的耐压强度与耐弯强度.
顶针断裂之后的处理措施:
1、断裂未卡死的情况,可以用工具轻轻敲出.
2、卡死后可以用钻头钻取后再敲出. (针对材质较软的顶针)
3、放电穿孔后再线割处理.
4、如果该处顶针对产品顶出影响不大,取消该处顶针.

塑胶产品在注塑成型时,合理的机台顶出条件与成型条件,也是必不可少的.我们可以通过对机台的设置,减少顶针的断裂。
1. 顶出速度与压力偏大.
设置要恰当合理,以塑胶产品能脱落的最小设定值为标准.
2. 顶出行程过长。
顶出行程越长,对于直径细小的顶针来说,就越容易断裂.
3. 射出压力偏大.
压力设置恰当,调试过程中数值应缓慢往上加大.塑胶产品射得过于饱和,产品的依附力就强,就越不容易脱模.
4. 顶出次数偏多.
以产品能够脱落,顶出的最少次数设定值为标准.
5. 顶出板还没有回位,禁止锁模.
6. 对于有三个顶出杆孔的模具,机台上要使用同等长度的顶杆,分别放置在上下位置加以顶出,这样可以有利于顶出平衡.
塑胶产品在注塑加工时注意到了上述几个细节,相信对于顶针部位是有帮助的。
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



