
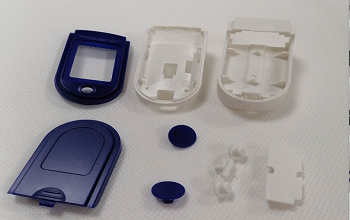
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
白线的形成微观解释高聚物在拉伸应力作用下,由于应力集中而产生的空化条纹状形变区,这些条纹平面区强烈地反射可见光,使材料表面形成一片银白色光泽,俗称白线。
白线的特点
a. 平均密度低于本体密度,受拉后体积增大。
b. 退火后可回缩或消失,若恶化严重时则变成裂纹。
常见白线的位置
a. 产品分型面附近
b. 碰穿位周边
c. 周边止口位
d. 胶件尖角、夹水纹处
形成白线的几种情况及原因分析
a. 锁模力不足
b. 前模大镶件分型面发生永久变形
c. 胶件周边残余应力过大
d. 产品内应力集中处受环境因素作用
锁模力不足产生白线分析
锁模力不足指模具锁紧力(F锁)<充填时熔体对模具型腔的最大内胀力(F内max),如图(二)为型腔压力-时间曲线(F内- t),
图中oa段F锁>F内,,此阶段模具处于锁紧状态,进入ab段, F锁<F内,,则模具被熔体胀开,产品分型面周边生成披峰,进入bc段,因F锁>F内,,模具有锁紧趋势,此时后模腔表面受到三个力作用,即F内、F锁、F支,(F支为熔体因渐渐冷却而产生对后模腔表面的一个支持力,此力随时间的变化关系
所以当F锁> F内+F支时,模具要合紧,胶件受压缩,由于周边有一定的脱模斜度,所以整个周边此时受到一个沿锁模方向的拉应力,而分型面处胶件最薄弱(因有披峰而存在尖角),故白线往往出现在图示尖角附近
白线的改善
1、锁模力不足
a. 加大锁模力,防止模具胀开。
b.加多撑头,使后模板不变形,避免产品碰穿位出现白线。
2、前模大镶件分型面发生永久变形
a. 提高材料冲击强度,使胶件能承受较大的形变。生产中HIPS 470胶件产生白线较多,ABS T700极少。
b. 提高模具钢材强度,使其能够承受所要求锁模力。
c. 适当升高模温,加大高聚物分子间距离,使胶件压缩程度增大。
3、胶件周边残余应力过大
a. 调整入水,使产品入水趋于平衡,避免局部物料过饱现象,使产品密度均匀。
b.产品合格基础上,减少保压、背压、调节好保压切换点,避免胶件过饱。
24小时咨询热线13602515468(李先生)/13431536608(王小姐)



