
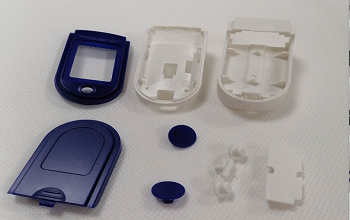
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
<工业型手持探头是如何从最初开模制造到最后注塑产品由我们来定价的>
关于这个案子已经结案交货2个多月之久,但是关于这个案子从最初的接单-立项-项目评估-开模设计-模具加工-注塑试模-送样给客户-然后问题点沟通-再修改模-到最后的签样做货-到批量交货给客户历时1个多月,这其中的点点滴滴确实收获满满,最后给客户印象和感觉确实是非常之高的,关于这个案子为什么说到最后注塑的价格由我们来定而客户愿意接受我们的价格,这其中我就从产品开始T0第一试模开始说起,T0第一次试模出来其实效果并不是很好(产品是1+1 PC+ABS,上壳和下壳,外加模内放十六颗铜螺母模内注塑),因为在前期评估产品进胶方式的时候,因结构外观的限制,单件壳体我们评估的为两个潜圆顶进胶,但客户对产品的外观要求非常之严格,担心到时候产品外观上的夹水线明显(模内还要放十六颗铜螺母,周期比较长),特别在有孔位的地方,走胶包过来的地方就会产生夹水线,影响到整体外观,所以在客户的一再坚持下,为了体现我们对客户的尊重,选择了客户的一点潜圆顶进胶,但是我们在模具设计的时候,有多预留出来一个进胶(这个客户是不知道的 )防止产品走胶走不满、缩水问题,果不其然T0试模的时候出现了难走胶、缩水问题,我们就现场全程拍视频给客户看,当时客户看到这个问题就觉得不可思议(因客户是山东的,对这一块可能欠缺不太懂),然后问我怎么办,我就把之前说的单件产品两个进胶方案告诉他,这一次他同意了我们的方案。

接下来的事情就是模具下模到模房,把模具的圆顶针拆下来后,在模床上把圆顶磨掉3mm后(我们的圆顶直径6mm),装上模具然后就直接上了注塑机(从下模到上模耗时40分钟),这一次试模出来的产品难走胶、缩水问题全部解决,这个时候我们就视频给客户看,第一次让客户认可了我们,接下来就是寄样品给客户装机,三天后客户装完机问题点反馈回来,结构尺寸完全达标,产品的外观夹水线及外观纹路处理和后期的局部喷涂,下面就是真正痛苦的时候,产品的夹水线处理(客户早在一个月在另外一家模具厂开同样的产品模,也遇到了同样的夹水线问题,而且已经处理很久没有解决),首先我们处理这个问题点时候的思路是这样的,晚上我司模房经理、负责本套模具的师傅,注塑经理、试模师傅、品质经理还有我(整个项目的负债人)一起开了个小会,最终确定的方案为,前后模具先全部安排加开排气,模具前模安排省模、然后按照客户提供的纹板正常蚀纹,后模骨位也同步正常省模,解决量产性问题,模具装好检查完后,由注塑部安排上机进行调试,品质人员及模房人员全部到场,经过几十次的尝试,夹水线的问题还是得不到改善,就这样不断的尝试调机,开排气,换注塑的原材料,中途有想过给客户电话说搞不定让其接受,结果电话还是有打过去,客户的意愿还是要我们想办法去解决这个事情,因为他的另外一家模厂也在处理这个夹水线问题,所以没有多想还是答应了客户去解决,但是回头想想我们现最急需解决的问题不就是体现我们价值的时候吗?抱着这个价值,我们又开始了新的一轮尝试,这一次我经过和之前的同事及注塑加工厂的多方面了解及整合,最终把原材料确定为 ABS 15E1上面,在通过前后模运水全部用油温来控制,这一下夹水线问题点全部解决,而外观上面、孔洞边上看不到一条夹水线,顿时欣喜如狂,问题得到了完全解决。接下来我就开始安排了后工艺产品局部喷涂橡胶漆(这个局部喷涂的,喷涂要求也是相当之高,特别是在夹模的边缘喷涂出来的一致性,又加上是橡胶手感漆喷出来特别厚,所以难度可以想象),当天晚上样品整理出来后就发给了客户,客户收到样品后表示对样品非常的满意,(后来至于说达到了注塑产品由我们来定价的,还是客户给我们业务经理聊天的时候自己说出来,客户另外一家模厂处理夹水线的问题,我们大货交完后他们都还没解决)整个项目耗时一个多月完美收官。
精密模具开发及注塑我们不是闹着玩儿的,我们一直在行动,用心做好每一件事!!! 16年-专业注塑模具厂家东莞市逸烨实业有限公司



