
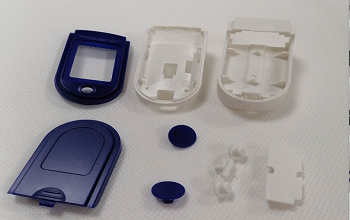
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
你了解试模的十大标准程序吗
在注塑模具实行量产之前,为了避免量产时过多浪费时间及材料,我们有必要付出耐心来调整及控制各种加工条件,并找出最合适的温度及压力条件,制订标准的试模程序,有利于建立正常的工作方法。

1. 查看料筒内的塑料是否正确,及是否按照规定烘烤。
2. 料管的清理一定要干净,防止劣质胶料或杂料进入模内。
3. 调整机台压力及射出量,要求生产出外观令人满意的塑胶外壳。
4. 要耐心的等待机器及注塑模具的条件稳定下来,可利用这段时间来仔细查看塑胶外壳可能发生的问题。
5. 螺杆前进的时间不能少于浇口塑料凝固的时间,否则,塑胶外壳重量会降低,而损及塑胶外壳的性能。
6. 合理调整减低塑胶外壳总成型周期。
7. 把新调整的条件至少运转30分钟,以至稳定,然后至少连续生产一打全模样品,在产品包装上标明日期、数量,并按照模穴分别放置,方便测试其确实运转之稳定性及导出合理的控制公差(对多穴模具尤其有价值)。
8. 将连续的样品测量其重要尺寸并记录在案。
9. 把每模样品量得的尺寸作个比较:
a. 塑胶外壳尺寸是否稳定;
b. 是否某些尺寸有增加或降低的趋势;
c. 尺寸之变动是否在公差范围之内。
10. 如果上述塑胶外壳尺寸都是正常的,把量出连续或大或小于平均值的模穴号记下,以便检查模具的尺寸是否正确。
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



