
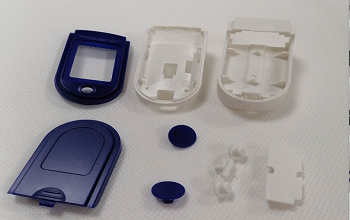
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
浅谈塑胶注塑中的包胶模
包胶,顾名思义,是一种二次注塑成型,产品一般包括硬胶部分和软胶部分,在塑胶模具制造时,先加工硬胶主体,主体硬胶模具设计按正常设计程序,外包(软胶)模具设计要以硬胶成品作为参照,不用再放缩水,后模部分,本质上同硬胶主体一致,前模不同的是有包胶形状,在生产时先生产出硬胶主体,然后把硬胶主体放入外包模具内,进行外包软胶注塑生产的一种加工形式。

所谓包胶模就目前来讲,一般是软胶包硬胶。从产品来看,一般出现在手可接触的位置,或起到外观装饰的作用。
包胶模具的常见做法一般有两种:
1:硬胶、软胶各开一套模具,硬胶件用一台机生产,生产出来的产品用人工手动放入软胶模具中进行注塑。这种模具结构简单,但需要耗费的人工劳动成本相对比较高。这种方法大多人称为套啤类。
2:硬胶软胶同开在一套模内。这种加工方法就跟双色模是一个原理。模具注塑完成后,旋转180度,再合模注塑,最终完成整套产品后再顶出,这种做法一般是需要双色机或者改装注塑机生产。这种方法俗称双色类。
包胶模,如果选用套啤的方法,硬胶部位,跟常规塑胶模具设计时一样。而软胶部位,由于硬胶是先成型,然后人工放进去注塑的,所以,软胶部分的产品在模具设计时是不能放缩水的。
套啤模在设计过程,最关键的一个注意点就是封胶位,由于硬胶放进模具里去后,会参与封胶,于是,硬胶与模具封胶的位置,我们在纵深方向往往要做上过切,过切的大小在0.1-0.3不等,胶位厚,缩水大的,过切要略多一点。
在不封胶的位置,往往会做成避空,这一块,是非常容易出问题的地方,避空时,软胶的投影面之外可以多避一些,如果在投影面之内,避空不超过0.2,甚至不避空,产品大小刚好即可,否则注塑时产品会顶不住而损伤。
好模具---逸烨造!!!
24小时咨询服务热线13602515468李先生/13431536608王小姐(欢迎来电骚扰)



