
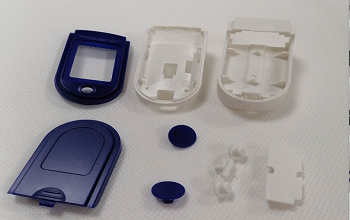
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
塑胶外壳注塑有缺陷
我们有办法
我们平时所说的塑胶外壳的缺陷,是指塑胶外壳在注塑过程中不能达到注塑件原本的设计、使用等品质要求。描述缺陷时包括一个可能的起因。比如,注塑不足,即不完整的注塑,具体描述为模具的填充压力不足或填充模具的塑料不足。那么为什么会造成这些缺陷呢?
下面我们就寻找塑胶外壳缺陷的起因

需要考虑塑料、注塑机、模具、加工过程。
塑料
塑料检查级别或类型,检查杂质,并确认是否符合生产厂商的规格。如果这个缺点 在同一生产商的几批塑料或另一供货商的同样的塑料上都很明显,这说明塑料没有问题。观 察回用料的效果,要特别注意它与同种新料的不同加工特性。
注塑机
检查注塑机所有部份的功能,并考虑任何可能影响压力、温度、比率和时间的因素。如果缺陷是间歇性地出现,这通常说明注塑机操作存在错误,例如一个不好的热电偶引起 的温度波动。如果缺陷出现在一单模腔模具同样的位置,这说明了问题的起因出在射料缸的部件(如回流阀)或在注塑机的控制调整上。
模具
确定模具安装恰当,处于正确的温度,并且所有部件都在顺畅地运行。如果塑胶外壳缺陷总是出现在多模腔模具的同一个或几个模腔内,那么缺陷通常出在进料系统 (即这些模具腔的流道或浇口)。
加工过程
检查压力、温度和时间是否按塑料供货商的推荐指数而设置。如果模具用于另一注塑机时缺陷消失了,缺陷产生原因可能就是因为所用的加工条件与原机上生产的不一致。如果换一个人来操作注塑机时缺陷消失了,缺陷的产生便可能是人为失误。应检查速度、注塑运作的管理及安全门开启和关闭的停留时间,从这些方面来寻找解决塑胶外壳注塑缺陷的方法。
塑胶外壳的缺陷无疑给注塑生产带来品质隐患,要解决这些缺陷可以从以下几个方面着手:
1. 确定缺陷的影响。如果该缺陷导致塑胶外壳不能使用或无法交货, 这缺陷一定要消除。如果只是微弱的影响,未必一定要完全消除它。 2. 确定责任在哪里。若该缺点屡次出现,操作者、塑料、 注塑机、模具和加工过程都需要被检查。 3. 采取措施防止缺陷再次出现。把确认消除缺陷时的条件全部记录下来。标明模具或注塑机的修理或更改,以及塑料的类型、级别或质量的变化。如果使用再生料,须标明使用的比例和质量。
这些减少塑胶外壳缺陷的办法表面上显得多余,但除非把所有的方法都考虑进去,否则没有任何查找缺陷的方法是完美的。次品虽然可以回收利用,但制造次品会浪费大量人力物力,提高生产成本.
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



