
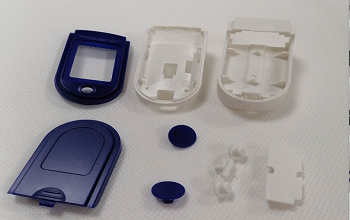
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
塑胶外壳怎样设定多段速度注塑
射胶速度与塑胶外壳质量的密切关系使它成为注塑成型的重要参数。通过确定填充速度分段的开始、中间、结束, 并实现一个设置点到另一个设置点的光滑过渡,可以保证稳定的熔体表面速,从而产生期望的分子取向及最小的内应力。

逸烨实业的技术苏工建议采用以下这种速度分段原则:
1. 尽可能采用快速射胶
2. 流体表面的速度一般为常数。
3. 射胶速度设置应考虑到在临界区域(如流道)快速充填的同时,在入水口位置减慢速度。
4. 射胶速度应该保证模腔填满后立即停止,以防止出现过量填充、飞边、烧焦及残余应力等。
5. 在一级注射不能正常解决的情况下才能使用多级注射。
设定速度分段注塑的依据必须考虑到模具的几何形状、其它流动限制和不稳定因素。速度的设定必须对注塑工艺和材料常识有比较清楚的认识,否则,塑胶外壳品质将很难控制。因为熔体流速难以直接测量,可以通过测量螺杆前进速度,或型腔压力间接推算出。
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



