
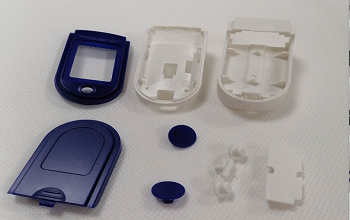
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
怎么提高薄壁塑胶外壳的精度?
在我们生活中塑胶外壳的应用范围越来越广泛,从简单的日常用品到复杂的机械零部件、电子产品外壳等都有用到塑胶件,电子产品外壳等精密度要求越来越高,在注塑加工的时候从模具制造开始就要重视其精度要求。

那么塑胶外壳注塑加工的精度由哪些因素决定呢?我们又该如何来提高薄壁塑胶外壳的注塑精度呢?
A. 模压:原则上应该大于塑胶射入模内的总压,以不产生毛边为基准。
B. 压力和速度有部分相同的关系,作用于模内的目的是使原料进入模内能均匀、彻底,适量的布满各角落。太低会短射、缩水,太高塑胶外壳有毛边,过饱,粘模,烧焦,易损伤模具及内应力高等不良现象。
C. 速度的快慢是决定原料在模具浇道内以及成品中的状态,快了塑胶外壳有毛边,过饱,烧焦,慢了就会出现短射,缩水,结合不良容易断裂等。
D. 原料不同,温度各不相同,太低熔胶不透而导致颜色不均匀,成品的内应力增大。因温度过低增压过高,可能会导致螺杆断裂,过高,塑胶外壳有毛边,又因冷却而产生温差,引起收缩。原料会分解,变黄,变色,塑胶外壳易断裂。冷却时间变长,气体不容易排出。
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



