
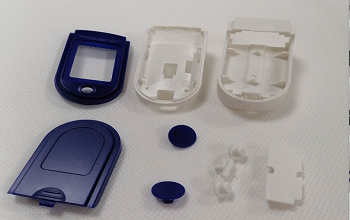
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
注塑模具试模有哪些需要注意的细节
1,上模前要做好机器5s清洁, 检查定位环,顶针孔、抽芯绞牙装置,热流道接口等注塑模具外观是否完好。
2,装好吊环(弯曲的吊环不可用),吊环螺杆旋入模具的深度必须大于吊环直径的1.5倍,如吊环面与模具还未贴合充分,必须使用垫片,防止吊环弯曲断裂。确认机器无问题后,起吊注塑模具。
3,将注塑模具放置在动定板之间并保持合适高度,接好模具下方的水管及相关接口。
4,对准定位孔,调整水平将注塑模具对入机台定位孔内。确定水平平衡后,先稍稍锁紧定模两边各一块压板定位模具。
5,关闭操作门,合模,启动自动调模
6,锁模力调整
7,上述步骤完成后,打开操作门,锁紧动定模压板。
8,松开吊绳,卸下吊环
9,接好注塑模具两侧水管及相关设备(如果有的话)
10,接好热流道插头,提前预热注塑模具。
11,合上操作门,设置一个较低的温度预热注塑模具,(不可直接设置成最终成型时的温度)。
12,顶杆抱住拉紧,(顶杆必须在合模时候抱紧,否则开模的时候,会产生滑块铲坏顶针)。
13,点击开模,检查注塑模具分型面。
14,顶针位置调整归零,调整顶针力度,速度、顶出次数。
15,开合模调整(开合模速度,位置,低压保护的位置,监控时间等),找出正确的速度:合模的时候开始的快→慢→再慢,开模的时候先慢→快→减速。低压保护压力越小越好。监控时间比实际合模时间大0.1秒即可。
16,在空转状态下检查机台运转状况,调整至平稳。
17,输入工艺参数数据,(各种性质物料的温度设置范围,请参考相关的材料温度设置参考表)
18,加料:加料前要检查原材料的料号是否正确。
19,退回射台,喷射时防止粘模。
20,顶上射台:顶上炮台,炮台归零
21,对于热流道注塑模具,在此之前要做热流道射出,确保流道通畅,a.须用纸板垫在动定模之间,接住射出的材料;b.做流道射出前可适当的调高温度(,待确认正常后,再调回正常值)。
22,半自动生产,检查注塑状况是否正常,调整射压、射速。a.对于较小的零件,需用cover挡住模具两侧防止零件飞溅。b.依照实际显示射压设定最大射出压。
23,寻找保压切换点,将产品打到95%~98%饱,再加保压
24,调整融胶背压,螺杆转速,计量的最佳时间为冷却时间的65%~75%。
25,打开监控,设定计数器
26,称出转换点时的产品重量,并记录与工艺卡上的转换点的重量比较。试模结束时须收2模产品,1模产品放入模具留样袋,1模产品工艺工程师自己保留以备日后参考。
27,将打出的产品与样品比较,若是模具换模芯一定要确认产品号。
28,送品质检验,送5模产品至品质处检验。
29,注塑加工生产完后,收集最后1模产品放入模具样品袋后方可停机。
30,PPAP时工艺工程师需记录下工艺参数填入空白《注塑工艺参数卡》,将设定好的工艺参数由机器发送至服务器主机供下次生产时调用。
31,若正式生产做过工艺优化,需将新的工艺参数由机器发送至主机,作为更新。
32,生产中若机台报警或停机需开安全门时应先退回炮台,防止喷料。
33,再开机时需射料。若热流道模具需做热流道射出,防止粘模。
34,停机,打开注塑模具进行保养。
35,合模,退回炮台;关闭模温机,热流道。
36,清洗螺杆后关掉电加热。
37,松开顶杆,必须在合模时松开顶杆,否则有可能造成滑块铲坏顶针。
38,打开操作门,装上吊桥,吊紧注塑模具,吊绳不需太紧,可轻微晃动即可。
39,松开压板,卸下注塑模具。
40,起吊注塑模具,放到下模区。
41,将注射台整理干净,水口料及报废产品交生产回收。
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



