
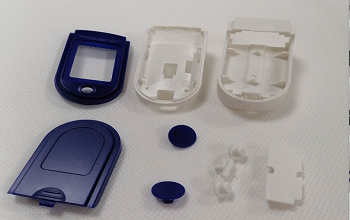
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
塑胶外壳在注塑成型时各项参数的设定
A、注塑成型参数的设定要求和范围
注塑成型参数公差范围一般都是设定±15,这是根据多年经验设定±15的范围,实际上有点模糊,没有考虑过是否整个范围都能保证产品质量,标准设定不太精确。可以通过对注塑机台参数性能和每种材料物性分析,生产验证,进一步缩小公差范围,有利于调机员对注塑参数基准范围量化,保证注塑成型过程中产品质量的稳定性。

B、注塑成型时模具温度的控制
注塑成型时模温机上设定的水温,并不能完全代表模具温度,比如模具的定模、动模的设定水温是85±5℃,虽知道设定数值,但不能真实确定模具的实测温度和可控温度是多少,这样在成型后的塑胶外壳可能造成生产不稳定性。实际注塑成型中需要测量定模、动模的的实际温度,对模具进行多部位划分,对不同温度测定点的温度进行测定,做出水温与模温的关系图或者关系表,然后进一步明确设定值与实测模温度的关系。
C、注塑成型时设定温度与塑料温度的关系
当机台加热异常,就不能有效控制塑料温度上升或降低,可能就会导致以下结果:注塑成型温度失效、导致材料降解,影响塑胶外壳强度。使用树脂温度测量仪,注塑成型时进行测量并与设定温度进行比对,并添加到相关程序文件。
通过验证,射嘴射出的熔融态塑胶粒子的温度比注塑机射嘴设定的温度一般低5~20℃(要求在注塑成型时,停下机器测量射出树脂的温度)
以上文章内容由东莞逸烨实业有限公司为大家提供(转载需征求本站同意),我们是一家专业模具注塑厂家,我们多年来在塑胶模具,塑胶外壳注塑加工上取得了巨大的成果,集模具开发,注塑加工,生产运输一条龙服务,若有需求可登陆我们的官网:www.dgyye.com



